Here we are. We have reached the final article of our Smart Meat Processing series. After having covered the primary and secondary elements involved in this procedure, meat conditioning and finally packaging, you may ask, what is left? The process wouldn't be complete without continuous improvement.
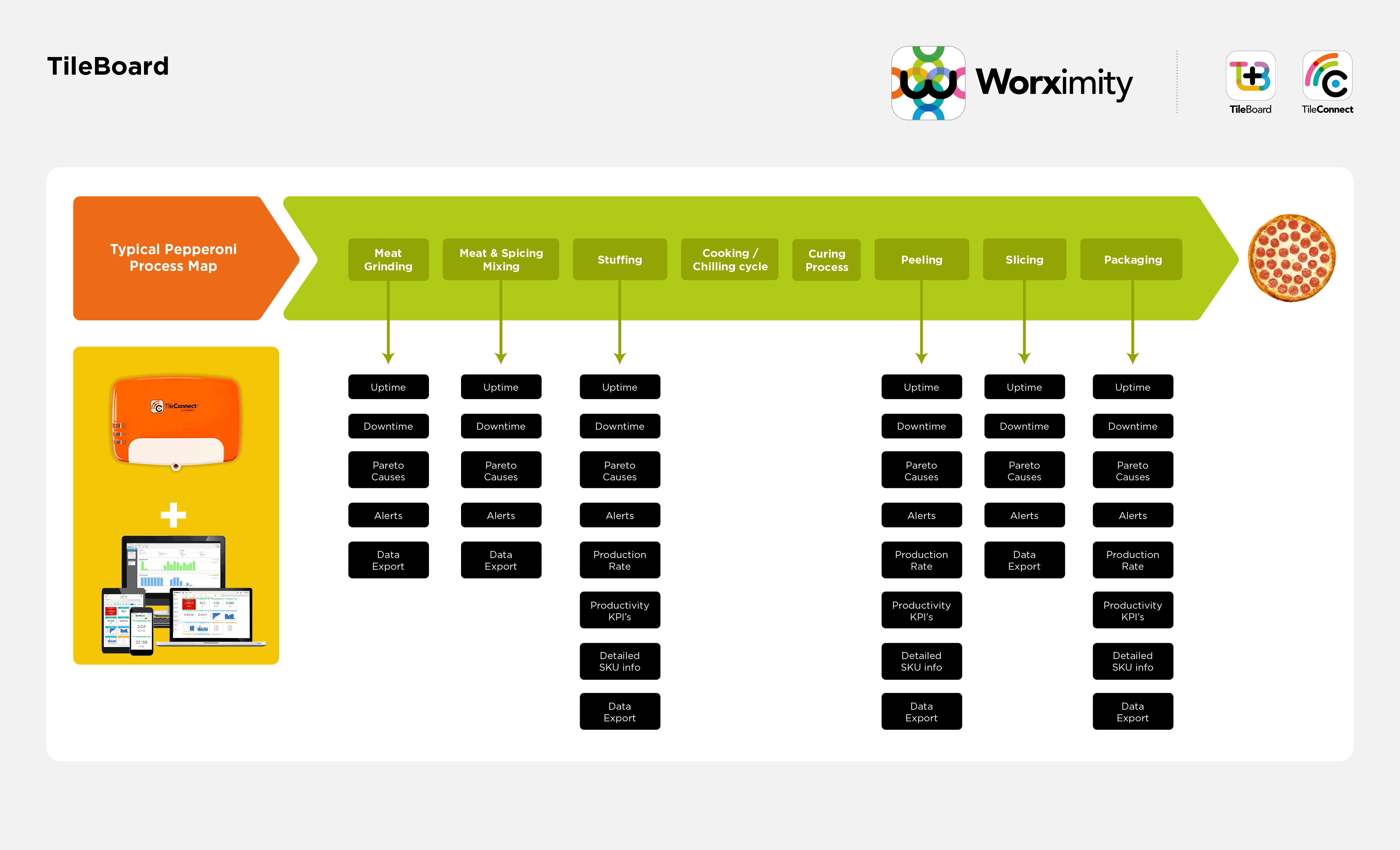
As previously brought up in the previous pieces, TileBoard uses real time and user input reject data to depict an accurate picture of actual throughput process, through which the following information can be extrapolated.
- % Availability, obtained by real time data collection
- % Equipment Efficiency, obtained by real time data (and ERP/MES data, if required)
- % Quality, obtained by user input, through a Tileboard Reject form.
- % OEE (for Product, Work Shift and Line or Equipment) is then automatically calculated.
Ultimately, the main monitored parameter that will lead to continuous improvement is yield. Reducing overproduction is of the utmost to minimize meat waste. Quantifying and qualifying overproduction is crucial to maintain a profitable and high quality product. Connecting a scale or a checkweigher easily allows automatic data collection for giveaway KPIs.
The food industry at large derives its revenue from low profit margins balanced against high-volume sales. Continuous Improvement can help ensure that companies stay profitable even with unforeseen circumstances, especially in an increasingly competitive environment. The strategies offered by continuous improvement provides flexibility during market changes, streamlines work, and reduces waste.
By combining different systems and techniques, a company can develop the plan and culture that best suits its needs. Teams can be dispatched in every department of a plant; general operations, quality assurance, engineering, packaging, production, and maintenance. Every aspect of operations in the food industry can apply continuous improvement principles to maximize profitability.
Going back to packaging, subject of our previous article, the status quo is rarely if ever the best way, and there are many capital and resource-saving options for companies. Recyclable or reusable packaging can cut costs and improve efficiency while also being better for the environment. Reengineering packages to allow for the same safety and security with less material is another sustainability win that is beneficial from a purely financial standpoint. Everywhere there is cost, there is a chance for continuous improvement to reduce losses.
Nonetheless, for continuous improvement to be successful, it'll have to stem from the human workforce. Despite great benefits, many still worry that the cost of implementing such a culture will not be worth it as IIoT and automation become more popular in food manufacturing companies. However, computer algorithms will never be a replacement for creative solutions and strong company culture. The questions of where and how to apply automation still need to be answered, and Continuous Improvement teams can ensure solutions are made where they are most needed. Smart Operational Technology enables manufacturing businesses to understand where opportunities for maximum gain from continuous improvement initiatives lie and empower continuous improvement teams to independently make decisions that lead to the quickest ROI.