Since teams at Nature's Touch began using Worximity’s technologies, the company has registered a 10% increase in efficiency by reducing downtime and improving line speed.
Nature's Touch was founded in 2004 by John and his cousin Philip. Less than a decade later, Nature’s Touch was responsible for store brand production in all of Canada’s major grocery chains. It also produces for renowned brands and has its own brands: Nature’s Touch and Nature’s Touch Organics. The company makes more than 100 fruit products, mixes, smoothie kits and frozen vegetables.
The business has grown extremely rapidly without having any system in place to monitor production in real time. The paper reports generated in the past took too long to get to the right people, which led to losses and less than optimal management of raw materials. Given that decision-makers didn’t have key information when they needed it, it took them longer than they would have liked to address problems.
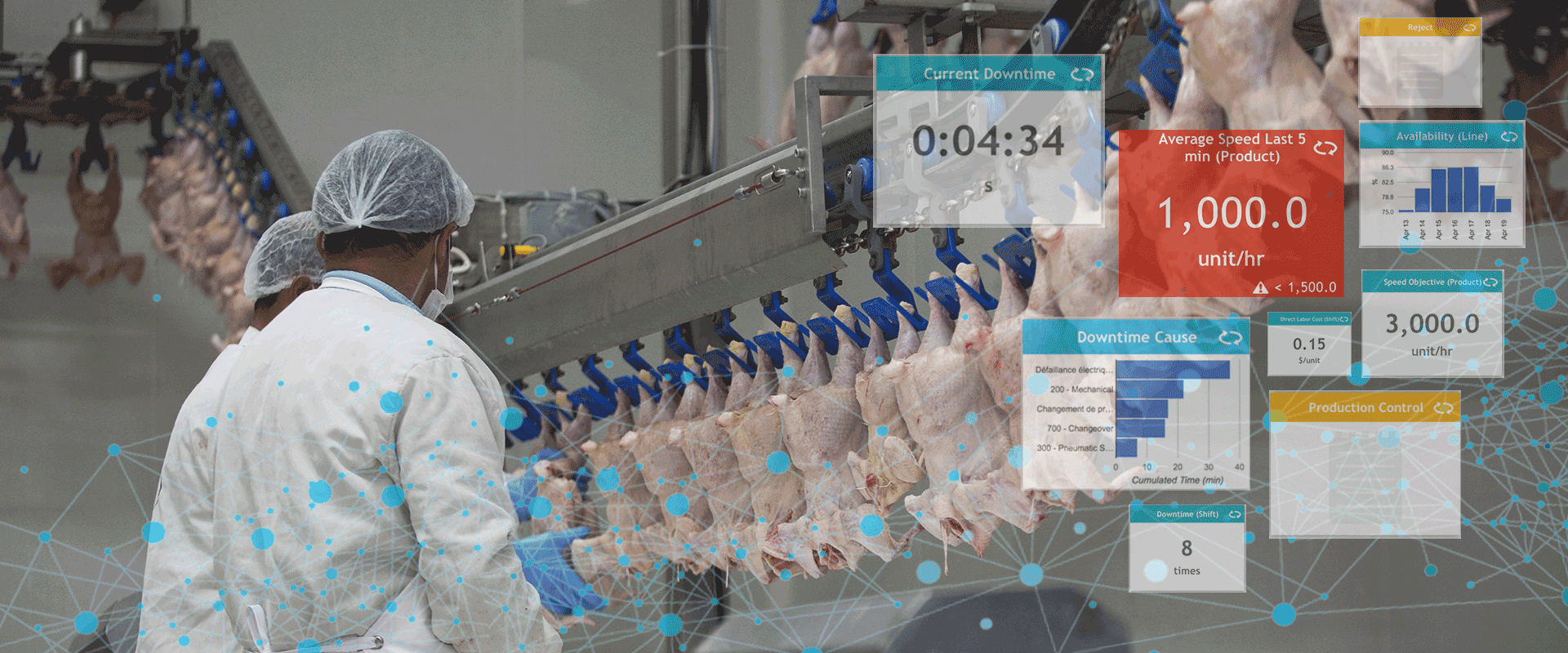
Worximity and the internal champions at Nature's Touch (learn how to identify your own champion) have implemented TileConnect smart sensors and the TileBoard application in factories in Quebec and the United States. Steve Prokos, Plant Manager, and Fabrice Semi-Bi, Director of Operations and Supply Chain, needed an overall picture of their productivity in order to understand what was causing the downtime. They also wanted to increase production speed and floor employees’ response time.
“The use of sensors and Tileboard has had a real impact on our production speed. These technologies allow us to know what is going on in the factory at any time and from anywhere in the world. With email alerts, our response time is better and corrective actions can be taken quickly. We can do more in the same amount of time.” - Steve Prokos, Nature's Touch inc., Plant Manager
Improved productivity and overall efficiency show that Nature's Touch has successfully implemented our smart factory technologies. Employees and managers are Industry 4.0 pioneers and have taken charge of change management within the factories. Discover a few tips to successfully implement technologies in your company and face the challenges of change!